| Sign In | Join Free | My frbiz.com |
|
| Sign In | Join Free | My frbiz.com |
|
| Categories | Rubber Calender Machine |
|---|---|
| Brand Name: | Beishun |
| Model Number: | XYB-1500 |
| Certification: | ISO/CE/SGS |
| Place of Origin: | Qingdao,China |
| MOQ: | 1set |
| Price: | Negotiable |
| Payment Terms: | T/T,L/C |
| Supply Ability: | 30sets/month |
| Delivery Time: | 40day |
| Packaging Details: | Wooden box/container |
| Max. Calendering Width: | 1500mm |
| Max. Calendering Thickness: | 10mm |
| Heating Method: | Steam/Oil/Electric |
| Application: | rubber sheet, plate |
| Control Type: | PLC |
| Safety: | Emmergency Botton/Safte Rope/Foot Brake |
| Roller Width: | 500-2000mm |
| Bush Type: | Bearing |
| Roller Length: | 1000mm |
| Roller Size: | 300×900mm |
| Marketing Type: | New Product 2020 |
| Converter: | ABB |
| Roll Material: | Chilled Cast Iron |
| Roller Speed: | Adjustable |
| Customized Services: | Support Customization |
| Company Info. |
| Qingdao Beishun Environmental Protection Technology Co.,Ltd |
| Verified Supplier |
| View Contact Details |
| Product List |
ODM Or OEM 2, 3, 4 Roller Rubber Calender With High Quality And
Fast Delivery
Differences between Two-roller calender and Three-roller calender
I. Roller structure and material transmission method
Two-roller calender
The structure of the two-roller calender is relatively simple,
mainly composed of two rollers rotating in opposite directions. The
rubber material is sent to the gap between the two rollers through
the feeding device. Material transmission mainly relies on the
friction between the two roller surfaces and the rubber material.
For example, when the rubber material contacts the rotating roller,
it is rolled into the gap between the rollers under the action of
friction and transported forward as the rollers rotate. This
transmission method is relatively direct and is suitable for some
simple calendering operations that do not require particularly high
thickness accuracy and have a relatively regular shape of the
rubber material.
Three-roller calender
The three-roller calender has an upper roller, a middle roller and
a lower roller. Its material transmission process is more
complicated. The rubber material can enter between the rollers from
two positions. A common method is that the rubber material first
enters between the upper roller and the middle roller, and then
passes between the middle roller and the lower roller before being
output. In this process, the rubber material is initially
calendered and transmitted between the upper roller and the middle
roller, and then further calendered and adjusted in shape between
the middle roller and the lower roller. Due to the synergistic
effect of three rollers, the three-roll calender can better control
the flow direction and shape of the rubber material, making the
rubber material more evenly distributed during the calendering
process.
II, Calendering effect and product quality
Two-roll calender
The calendering of the rubber material by the two-roll calender is
mainly a one-time extrusion process. Because there are only two
rollers, the rubber material is calendered after passing through
the gap between the rollers. This method is relatively difficult to
achieve high precision in thickness control. For example, if you
want to produce thin sheet rubber products with very uniform
thickness, the two-roll calender may cause a certain deviation in
thickness due to the uneven flow of the rubber material in the gap
between the rollers. However, for some rubber products that do not
have strict thickness requirements, such as some rough rubber pads,
the two-roll calender can meet the basic calendering needs.
Three-roll calender
The three-roll calender can more effectively control the thickness
and surface quality of the product through two calendering
processes. The first calendering between the upper roller and the
middle roller can preliminarily adjust the thickness and shape of
the rubber material, and the second calendering between the middle
roller and the lower roller can further refine it. This makes the
rubber products produced more uniform in thickness and smoother in
surface. For example, when producing the cover layer of
high-quality rubber conveyor belts, the three-roll calender can
better ensure the uniformity of thickness and surface flatness of
the cover layer, thereby improving the quality and service life of
the conveyor belt.
III. Adaptability to rubber and processing range
Two-roll calender
Due to its simple structure, the two-roll calender has certain
limitations in its adaptability to rubber. It is more suitable for
processing some rubbers with relatively low viscosity and
relatively soft texture. Because for rubbers with high viscosity or
complex ingredients such as more fillers, the two-roll calender may
not be able to effectively make the rubber pass through the roller
gap evenly, and it is easy to cause rubber accumulation or uneven
calendering. In terms of processing range, the two-roll calender is
mainly used for some simple rubber sheet calendering, preliminary
mixing of rubber and simple laminating operations.
Three-roll calender
The three-roll calender has a stronger adaptability to rubber. It
can process rubbers of various viscosities and complex ingredients.
Due to its special structure with three rollers, it can better cope
with the complex rheological behavior of rubber during calendering.
For example, for rubber containing fiber-reinforced materials, the
three-roll calender can better distribute the fibers in the rubber
while ensuring the calendering quality of the rubber. In terms of
processing range, in addition to being able to produce high-quality
rubber sheets, the three-roll calender is also widely used in the
lamination of materials such as rubber and fabric, rubber and steel
wire, and the production of parts for complex rubber products such
as tires and conveyor belts.
Working principle and characteristics of calender:
Working principle
Roller arrangement and material entry
Common roller arrangements for 4-roll calenders include L-type and
Z-type. Taking the L-type as an example, the rubber material is
first fed to the gap between the first and second rollers by the
feeding device. The rollers rotate synchronously and in opposite
directions, and the rubber material is rolled into the gap under
the friction of the rollers. This process is similar to the initial
feeding principle of the double-roll and three-roll calenders.
Multiple calendering processes
After passing through the gap between the first pair of rollers,
the rubber material is initially calendered and changes its shape.
Then, it enters between the second pair of rollers for further
calendering. For example, in an L-type 4-roll calender, after the
rubber material comes out of the first and second rollers, it will
enter between the second and third rollers or between the third and
fourth rollers (depending on the specific process requirements).
Each calendering will further reduce the thickness of the rubber
material, further expand the width, and make the molecular chains
inside the rubber material more orderly.
Working with auxiliary devices
The 4-roll calender is also equipped with auxiliary equipment such
as feeding devices, traction devices and temperature control
systems. The feeding device ensures that the rubber enters the gap
between the rollers evenly and stably, and the traction device
pulls out the calendered material at an appropriate speed to
prevent material accumulation or over-stretching. The temperature
control system changes the fluidity of the rubber by adjusting the
roller temperature, so that the rubber can better adapt to
different process requirements during multiple calendering
processes and ensure product quality.
Features
High-precision product thickness control
Due to the four rollers squeezing and shaping the rubber, the
4-roll calender can produce rubber products with very high
thickness accuracy. Compared with the double-roll and three-roll
calenders, it can more accurately calender the rubber to a very
thin thickness and maintain uniform thickness. For example, in the
production of some high-precision rubber films for electronic
equipment sealing and other fields, the advantages of the 4-roll
calender are very obvious, and the thickness error of the rubber
film can be controlled within a very small range.
Good product quality and surface finish
After multiple calendering, the internal structure of the rubber is
more uniform and the surface is smoother. The rubber products
produced by the 4-roll calender have a high level of surface
quality and can reduce surface defects such as wrinkles and
bubbles. This is very important for the production of high-quality
rubber conveyor belts, rubber seals and other products with high
surface quality requirements. For example, when manufacturing the
airtight layer of high-end automobile tires, the 4-roll calender
can ensure that the surface of the airtight layer is flat and
smooth, thereby improving the overall quality of the tire.
Complex process adaptability and versatility
The 4-roll calender can adapt to a variety of complex processes. It
can not only be used for simple rubber compound calendering, but
also for composite calendering of rubber and multiple materials.
For example, when producing rubber-fabric-rubber multi-layer
structure products (such as waterproof membranes), the 4-roll
calender can well fit the rubber and fabric tightly while ensuring
the thickness and quality of each layer. Moreover, by adjusting the
parameters such as roller speed, temperature and gap, different
calendering processes can be achieved to produce rubber products
with different shapes, thicknesses and performance requirements.
High production efficiency
Although the 4-roll calender has a complex structure, it can
complete multiple calendering steps in one process, reducing the
time of repeated processing. Its production efficiency is
relatively high when mass-producing high-precision and high-quality
rubber products. For example, when producing large rubber sheets
for industrial shock absorption and other purposes, the 4-roll
calender can quickly calender the rubber into the required sheets
and ensure that the quality of the sheets meets the requirements.
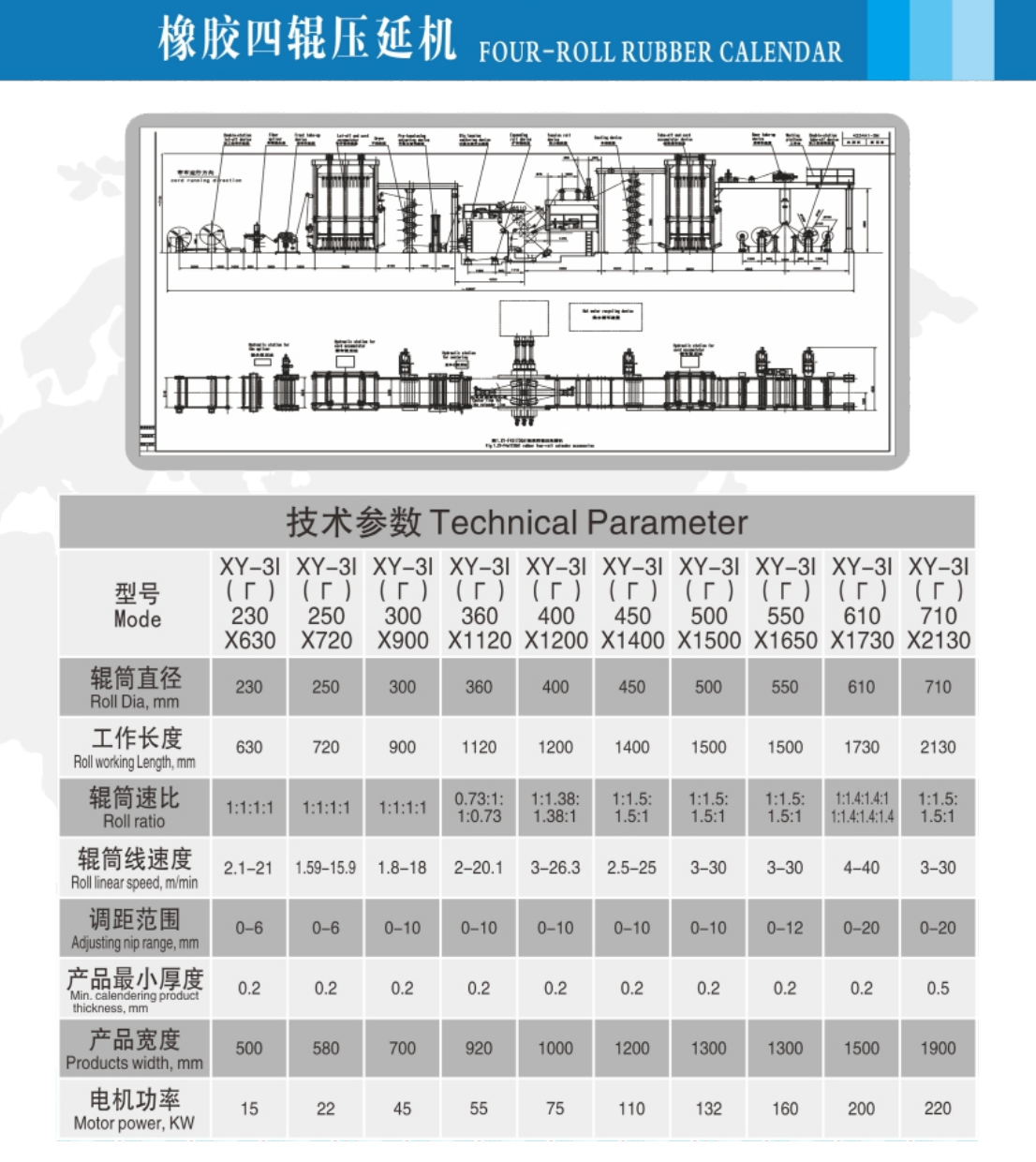
Technical Parameters:

|
