| Sign In | Join Free | My frbiz.com |
|
| Sign In | Join Free | My frbiz.com |
|
| Categories | Carbide End Mill |
|---|---|
| Brand Name: | BWIN |
| Model Number: | R1.25*D6*50L-4F |
| Place of Origin: | China |
| MOQ: | 1pcs/box |
| Price: | Negotiable |
| Payment Terms: | T/T, Western Union |
| Supply Ability: | 1-10000pcs 7days |
| Delivery Time: | 7 work days |
| Packaging Details: | Plastic box |
| Product name: | HRC55 4 Flute Inner-R Endmill |
| Model: | R0.5-R6 |
| Material: | Tungsten HRC55 internal r milling cutter |
| Workpiece: | stainless steel |
| Usage: | Milling Machine |
| Coating: | Cooper |
| HRC: | HRC55 |
| Feature: | Fine cutting |
| Application: | Milling |
| Package: | 1pcs/Box |
Quick Detail
Description
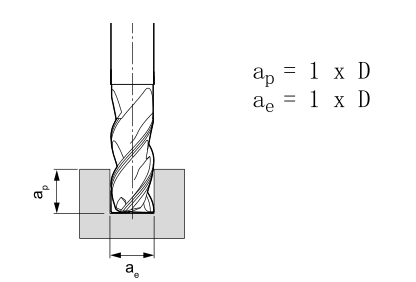
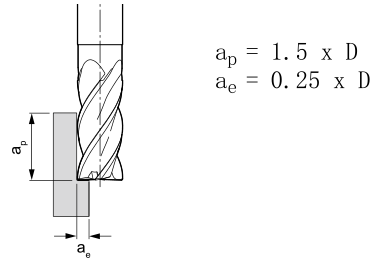
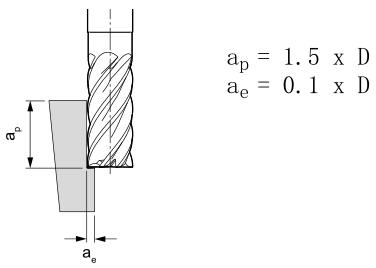
Milling parameters
| HRC55 Carbide Inner R End Mill | Tool length | fz&v | |||||
| Short | 1 | ||||||
| Long1 | 0.9 | ||||||
| Overlength | 0.8 | ||||||
| Speciality | 0.6 | ||||||
| Type | Material | Strength N/mm² Hardness HRC | Cooling | ||||
| Air | Dry cutting | Lubricating fluid | |||||
| P | PI | P1.1 | Non alloy structural steel, free cutting structural steel, carburized steel and quenched and tempered steel | <700 | √ | √ | √ |
| P1.2 | quenched and tempered steel | <1200 | √ | √ | √ | ||
| P2 | P2.1 | Alloyed nitrided steel, carburized steel and quenched and tempered steel | <900 | √ | √ | √ | |
| P2.2 | Tool steel, bearing steel, spring steel and high-speed steel | <1400 | √ | √ | |||
| P3 | P3.1 | Tool steel, bearing steel, spring steel and high-speed steel | <900 | √ | √ | √ | |
| P3.2 | Tool steel, bearing steel, spring steel and high-speed steel | <1500 | √ | √ | |||
 | Sloting | |||||||||||
| Vc (m/min) | fz(mm/Tooth) | |||||||||||
| Diameter | ||||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
| 112 | 0.01 | 0.018 | 0.026 | 0.034 | 0.041 | 0.048 | 0.06 | 0.069 | ||||
| 92 | 0.01 | 0.017 | 0.025 | 0.032 | 0.038 | 0.045 | 0.056 | 0.065 | ||||
| 100 | 0.01 | 0.018 | 0.026 | 0.034 | 0.041 | 0.048 | 0.06 | 0.069 | ||||
| 72 | 0.009 | 0.015 | 0.022 | 0.028 | 0.034 | 0.04 | 0.05 | 0.058 | ||||
| 64 | 0.01 | 0.018 | 0.025 | 0.032 | 0.039 | 0.045 | 0.057 | 0.066 | ||||
| 56 | 0.009 | 0.016 | 0.023 | 0.029 | 0.036 | 0.041 | 0.052 | 0.06 | ||||
 | Roughing | |||||||||||
| Vc (m/min) | fz(mm/Tooth) | |||||||||||
| Diameter | ||||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
| 228 | 0.018 | 0.031 | 0.045 | 0.057 | 0.070 | 0.081 | 0.101 | 0.118 | ||||
| 208 | 0.017 | 0.029 | 0.042 | 0.054 | 0.065 | 0.071 | 0.095 | 0.11 | ||||
| 184 | 0.018 | 0.031 | 0.045 | 0.057 | 0.070 | 0.081 | 0.101 | 0.118 | ||||
| 144 | 0.015 | 0.026 | 0.037 | 0.048 | 0.058 | 0.068 | 0.085 | 0.098 | ||||
| 132 | 0.017 | 0.03 | 0.042 | 0.054 | 0.066 | 0.077 | 0.096 | 0.112 | ||||
| 112 | 0.015 | 0.027 | 0.039 | 0.05 | 0.060 | 0.07 | 0.088 | 0.102 | ||||
 | Finish | ||||||||||
| Vc m/min | fz(mm/Tooth) | ||||||||||
| Diameter | |||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | ||
| 332 | 0.028 | 0.05 | 0.07 | 0.091 | 0.11 | 0.128 | 0.144 | 0.16 | 0.173 | 0.186 | |
| 272 | 0.026 | 0.046 | 0.066 | 0.085 | 0.103 | 0.12 | 0.135 | 0.15 | 0.162 | 0.173 | |
| 304 | 0.028 | 0.05 | 0.07 | 0.091 | 0.11 | 0.128 | 0.144 | 0.16 | 0.173 | 0.186 | |
| 212 | 0.023 | 0.041 | 0.059 | 0.076 | 0.092 | 0.107 | 0.121 | 0.134 | 0.145 | 0.155 | |
| 196 | 0.027 | 0.047 | 0.067 | 0.086 | 0.104 | 0.122 | 0.137 | 0.152 | 0.165 | 0.177 | |
| 168 | 0.024 | 0.043 | 0.061 | 0.079 | 0.095 | 0.111 | 0.125 | 0.139 | 0.150 | 0.161 | |
Radius | Cutting diameter | Tip diameter | Shank diameter | Overall length | Flutes |
R0.5 | 4 | 3 | 4 | 50 | 2/4 |
R0.75 | 4 | 2.5 | 4 | 50 | 2/4 |
R1.0 | 4 | 2 | 4 | 50 | 2/4 |
R1.25 | 6 | 3.5 | 6 | 50 | 2/4 |
R1.5 | 6 | 3 | 6 | 50 | 2/4 |
R1.75 | 6 | 2.5 | 6 | 50 | 2/4 |
R2.0 | 6 | 2 | 6 | 50 | 2/4 |
R2.5 | 8 | 3 | 8 | 60 | 2/4 |
R3.0 | 8 | 2 | 8 | 60 | 2/4 |
R3.5 | 10 | 3 | 10 | 75 | 2/4 |
R4.0 | 10 | 2 | 10 | 75 | 2/4 |
R5.0 | 12 | 2 | 12 | 75 | 2/4 |
R6.0 | 14 | 2 | 14 | 75 | 2/4 |
Instructions
1. Before using the carbide end mill, please measure the tool deflection. If the tool deflection accuracy exceeds 0.01mm, please correct it before cutting.
2. The shorter the carbide e extends out of the collet, the better. If the tool extends out longer, reduce the speed, feed speed or cutting amount.
3. In case of abnormal vibration or sound during cutting, please reduce the speed and cutting amount until the situation is improved.
4. Spray type and air jet type are preferred for steel cooling, which can improve the use effect of carbide end mill.
5. Note: Not suitable for low speed machines such as rotary table and electric hand drill.
Applications
The cutting edge of the HRC55 4F inner R milling cutter is covered with a bronze colored nano coating, suitable for materials within HRC55, including iron, carbon steel, cast iron, mold steel, alloy steel, tool steel, heat treated steel, and welding repair steel
Q1. The tool breaks when cutting in or pulling out the workpiece
The feed rate and cutting depth can be reduced, and the cutting edge length can be shortened to the minimum of the necessary length.
Q2. Tool breaks during normal machining
Reduce the feed rate and cutting depth.
The tool shall be passivated.
Replace the clamp or spring collet.
The tool with high cutting edge number changes the tool with low cutting edge number to improve chip removal and prevent chip blockage.
Replace dry milling with wet milling (using cutting fluid), and use it with vortex tube gun to reduce tool temperature and avoid tool overheating.
If the wet milling fluid supply direction is changed from the front to the oblique rear or transverse top, the coolant flow should be sufficient.
Q3. The tool breaks when the feed direction changes
(1) Use arc interpolation (NC machine tool), or temporarily stop (temporarily) feeding.
(2) Reduce (decrease) the feed before and after the direction change.
(3) Replace the clamp or spring collet.
Q4. Problem: Part of the blade tip breaks
Chamfer the corners with manual grinding.
Change down milling to up milling.

|
